

以下是:重信誉电解抛光液厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 2000*700*800mm 类型 电解抛光去除焊点毛刺等 品牌 张家港灯鼎科技 型号 DD-805-2000A12V 可定制 是 包装 普通包装 重信誉电解抛光液厂家,前海灯鼎实业有限公司为您提供重信誉电解抛光液厂家,联系人:楚先生,电话:18018712562、18018712562,QQ:858787721,请联系前海灯鼎实业有限公司,发货地:宝安区沙井镇发货到河北省 邯郸市 邱县、邯山区、丛台区、复兴区、峰峰矿区、临漳县、成安县、大名县、涉县、磁县、肥乡区、永年区、鸡泽县、广平县、馆陶县、魏县、曲周县、武安市。 河北省,邯郸市,邱县 元至元二十六年(1289年)立丘县,隶东昌路。1993年8月4日,属邯郸市。1996年10月10日,“丘县”县名规范为“邱县”。邱县有大广高速、106国道、311省道纵横穿越县境;邱县历史上发生过破釜沉舟、虎守杏林、巨桥发粟等历史典故。邱县是革命老区,陈赓将军指挥的香城固战役作为平原伏击战的典范载入军史。。
观看我们的产品视频,就像打开了一扇通往重信誉电解抛光液厂家产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。以下是:重信誉电解抛光液厂家的图文介绍
灯鼎科技有限公司是一家专业从事开发,研制电解、电镀、氧化、电泳设备电源与其电解抛光设备的出售、并可承揽安装工程服务。主要产品有高频氧化电源,高频电镀电源,高频电解电源,专用各类大中小型不锈钢电解抛光设备 , 除油剂,除锈剂,防锈剂 常温发黑剂,清洗剂,钝化剂,不锈钢电解抛光液,铜化学抛光剂,铜抗氧化剂,酸洗剂,铝化学抛光剂, 电解抛光。
在做不锈钢电解抛光时,表面吸附一层浅红色物质,再次放入电解液会有短时间的反应,什么原因。原因分析用铜挂具,铜离子电解液吸附到阳极表面,影响抛光质量,再次放入会有短时间反应是因为电解液将工件表面的铜离子溶解了。解决方法选用钛挂具,在夹具处用聚氯乙烯树脂烘烤成膜,在点刮去绝缘膜,漏出金属以利于导电。阴阳极的面积比是多少。阳极比阴极为—之间。两极极距是多少。阴极距阳极距离为—厘米。
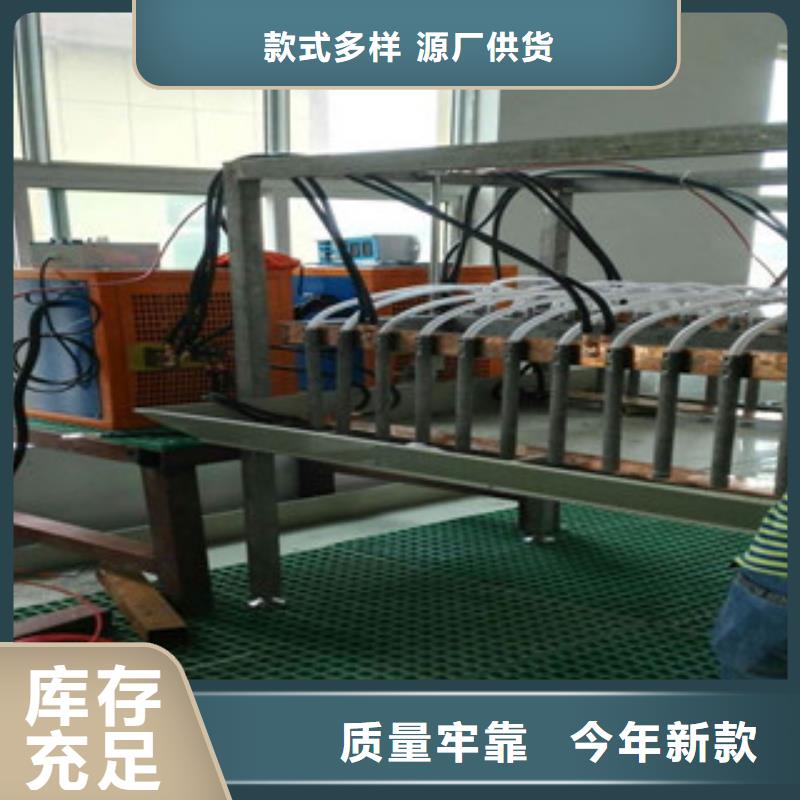
青岛市直筒电解抛光加工无故障
各种影响电解抛光质量的原因:
1 磷酸是形成电解抛光粘液膜的主要成分之一。磷酸含量过高时,槽液黏度很高,电阻较大,需要在较高电压下才能抛光,且整平速度较慢。磷酸含量过低时,难以形成黏液膜,即钝化倾向小于活化倾向,导致零件的不均匀腐蚀。
2 硫酸的影响:硫酸对不锈钢有较强的腐蚀作用。硫酸的含量过高时,抛光表面容易出现过腐蚀的均匀的密集的麻点;硫酸含量过低时,钝化倾向小于活化倾向,不均匀的腐蚀更为严重。
3 电流的影响:电解抛光通常在高电流密度下进行。在低电流密度时,金属处于活化状态,被抛光的表面发生侵蚀,此时化学溶解强于电化学抛光溶解,因此所得抛光表面的粗糙度差。
当电流的密度超过了正常的抛光范围时,会有氧气猛烈的析出,表面发生过热和腐蚀,造成剧烈的不规格的溶解。同时增大了电能的消耗,降低了电流的效率。高阳极的电流密度,有时还会导致阳极的迅速溶解,使近阳极的溶解产物浓度提高,电阻增大。
4 温度的影响:降低温度会使电解液的黏度提高,阳极溶解产物从金属表面向本体电解液的扩散更加困难。提高温度可使抛光的过程加速,电流的效率提高,从而改善了产品的粗糙度和光亮度。
温度过高会使溶解的金属的浓度不断升高,同时,高温度容易形成气流,把电解液与金属表面挤开,反而降低了金属的溶解速度。因为高温时电解液的黏度相应降低了,从而加速了溶解产物的扩散,这样的又导致溶解速度的加速,影响了产品的表面的光亮度。
5 抛光时间的影响:延长抛光时间,超过了达到一定的表面光亮度所需的时间上限,不仅不能进一步提高表面的光亮度,反而会降低表面的光亮度。
邯郸邱县前海灯鼎实业有限公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的 电解抛光液销售网络,具有一定的认知度。
我公司可根据客户要求定制 电解抛光液,交货期短,送货快,我们以低的利润、好的质量、快的速度来赢得您的信赖,达到“互惠双赢”!
1)新配置的电解液抛光后有点状的腐蚀出现,这主要是电解液配置后通电量不足,要继续通电电解处理呈绿色(俗称老化处理)。
2)新配置的电解液抛光面光泽不够理想,这是由于镍离子不足以及温度太低造成的,可以提高抛光温度可解决问题。
3)零件凹穴部分和挂具接触点附近有黑灰的的影形式由于零件的接触点与夹具间的有遮挡而切断了该部位上的电力线所致。只要改善调整正接触位置,祛除遮挡即可解决。
4)零件边缘有色条纹影或波纹,是由于电解液中阳极电流太小,电解抛光时间太长,电解液温度过高所致。只要缩短抛光时间,降低槽液的温度即可。
5)抛光后的零件表面模糊是由于电解液的密度太大,清洗不够。调整密度,用热水清洗。
6)出槽时抛光件表面有较大的凹坑和裂纹,原因是原表面本身有缺陷,粗糙度低。应加强毛坯的检查。
7)出槽时发现抛光面有缺口,特别是夹具与零件接触点附近和交界处的缺口,这是由于接触夹具与零件没有夹牢造成电火花击穿。只有将夹具与零件接触紧才可避免击穿现象发生。
8)零件出槽后悔发现抛光面上有密集而均匀的麻点,通常平面较多,而侧面较少,这是由于槽内的硫酸较多,阳极电流密度太大,温度太高,电解液密度太小造成。只要相应提高磷酸的含量,降低阳极电流的密度或降低温度即可解决。
重信誉电解抛光液厂家,前海灯鼎实业有限公司为您提供重信誉电解抛光液厂家的资讯,联系人:楚先生,电话:18018712562、18018712562,QQ:858787721,发货地:宝安区沙井镇。







